Joints de roulement CC et CL – Les solutions aux problèmes
Parfaits pour une utilisation en eau de mer et dans d'autres environnements difficiles !
La combinaison de joints d'arbre de roulement avec une lèvre d'étanchéité en PTFE et un boîtier en acier inoxydable (grade 316) fait de cette solution d'étanchéité une excellente option pour les conditions difficiles et extrêmes. Idéale pour une utilisation sous-marine en mer, dans des environnements sales, pour des applications avec des produits chimiques corrosifs ou des températures extrêmes. Deux types de joints PTFE sont disponibles et l'un d'entre eux ne nécessite aucun entretien pendant toute la durée de vie de l'unité de roulement – graissez-le et oubliez-le !


Propriétés principales
Le PTFE ne vieillit pas, il est résistant aux UV, ignifuge et non hygroscopique. L'absorption d'eau est inférieure à 0,01 %. Le PTFE ne fond pas et n'est donc pas adapté au moulage par injection. De plus, le PTFE possède les propriétés suivantes :
- Double ou triple lèvre d'étanchéité en PTFE
- Fonctionne sous haute pression jusqu'à 40 bar
- Adapté également aux arbres non trempés
- Le choix idéal pour les vitesses élevées jusqu'à 30 m/s
- Pour une large plage de températures de −79°C à 260°C
- Excellente résistance chimique
- Adapté aux applications alimentaires et pharmaceutiques (approuvé FDA)
- Bonnes propriétés de fonctionnement à sec
- Résistant à l'usure et faible frottement
- Plus grande résistance à la fatigue
- Résistant aux flammes – UL94V0
- Propriétés anti-adhérentes
- Faible coefficient de frottement
- Résistant aux UV (ne vieillit pas)
- Non hygroscopique (absorption d'eau < 0,01 %)
- Très bonnes propriétés d'isolation diélectrique
Deux types de joints PTFE
Ces joints sont utiles pour les applications problématiques telles que les températures extrêmes ou lorsqu'une résistance chimique est requise. Extreme Bearing fournit deux types standard de joints à lèvre en PTFE.
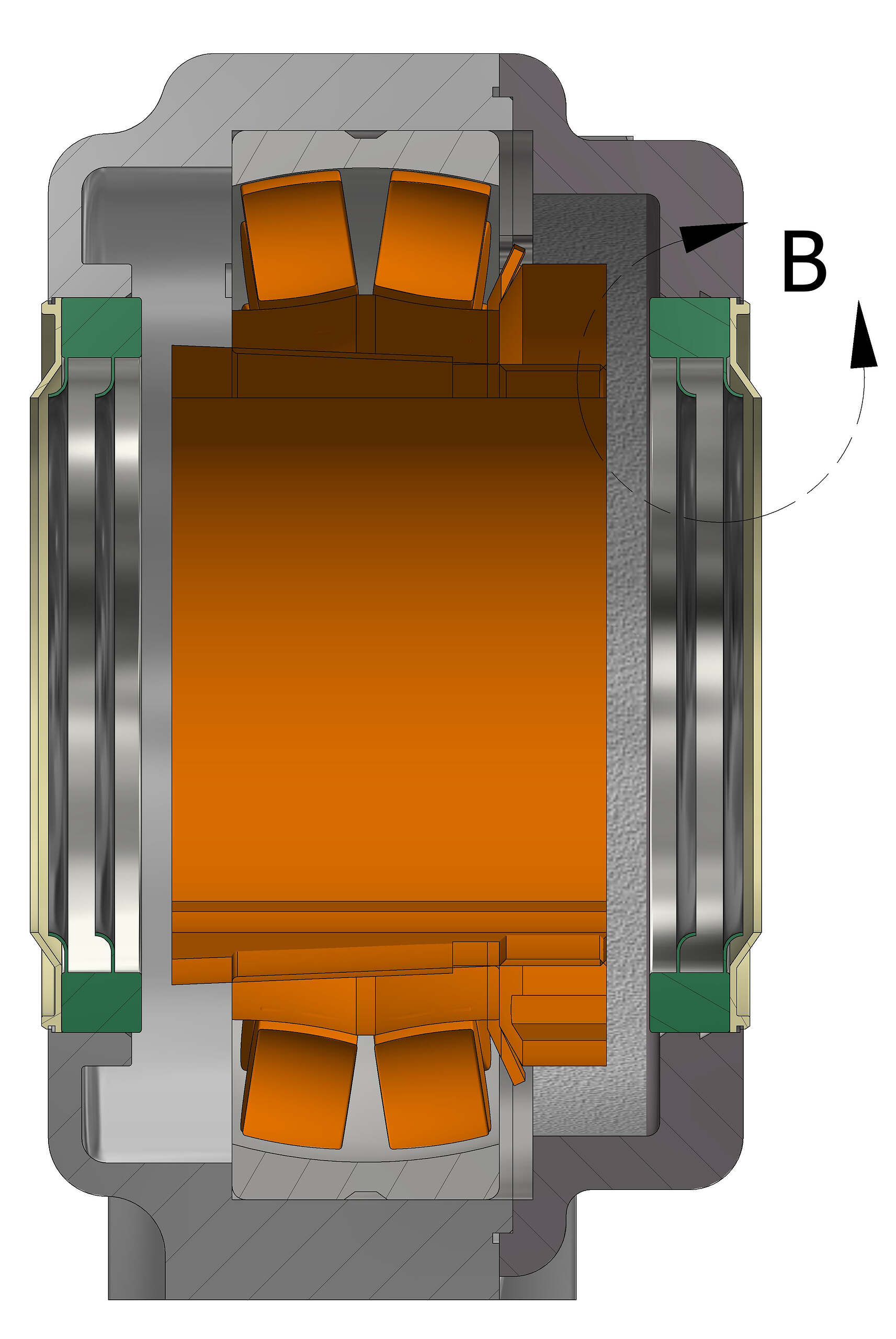
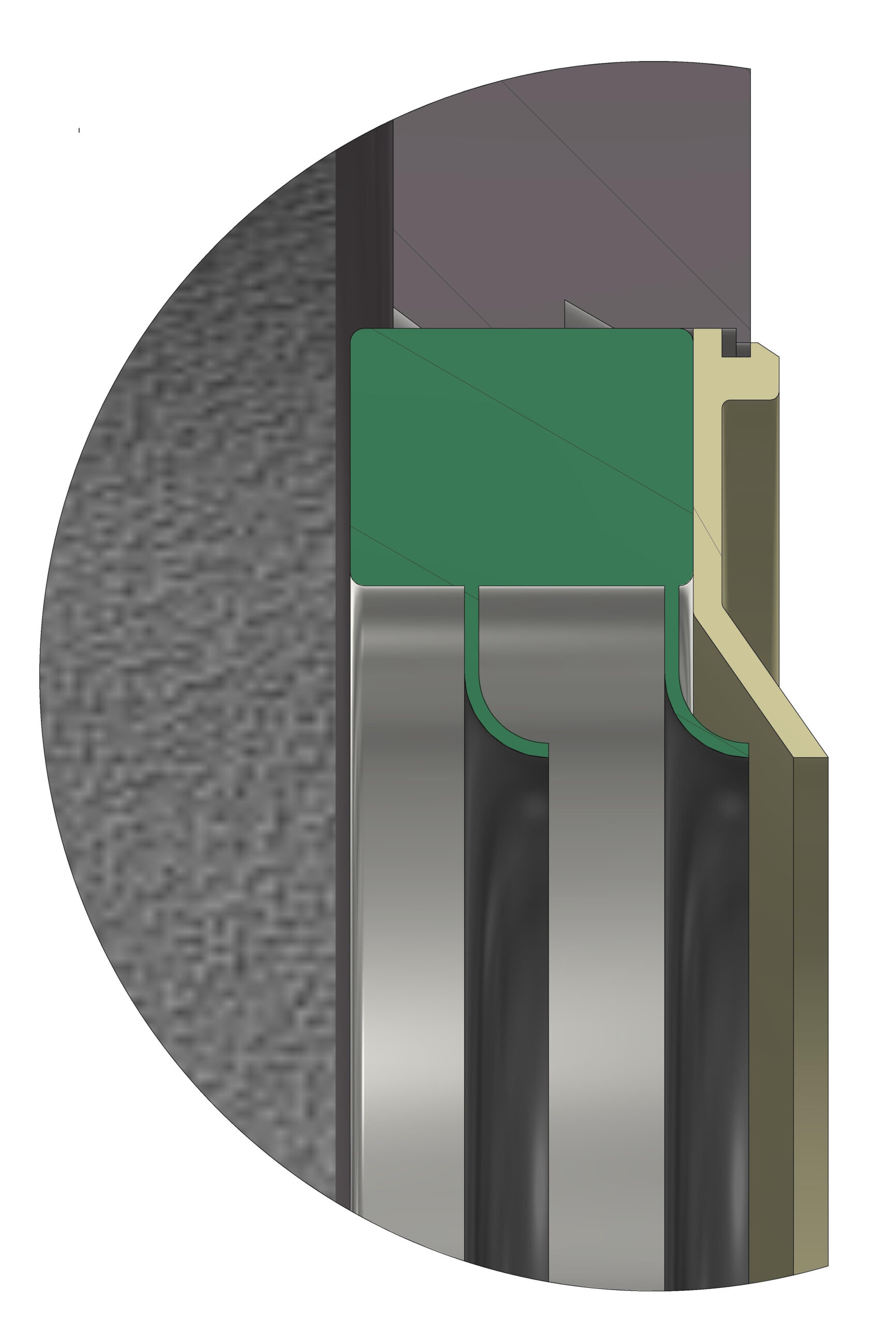
CC évacue les saletés
Le type CC est la version à deux lèvres placées à l'extérieur pour empêcher les éléments et les contaminants indésirables de pénétrer dans le boîtier de roulement. Lorsque le boîtier est rempli de graisse, les lèvres libèrent l'excès de graisse et évacuent la contamination de la surface d'étanchéité.
CL est sans entretien
Le type CL ne peut pas évacuer la contamination de la surface d'étanchéité car ce joint est équipé d'une troisième lèvre supplémentaire destinée à retenir la graisse à l'intérieur. La nature du matériau PTFE permet aux deux autres lèvres d'étanchéité de fonctionner efficacement sans lubrification. Cela rend le joint CL unique pour les assemblages de roulements car il n'a pas besoin d'être regraissé et est donc sans entretien.


Le soulèvement limité du joint empêche la pénétration de la saleté
Les contraintes normales dans la graisse, dues aux taux de cisaillement élevés dans la zone de l'arbre ou dans la zone de contact du joint, génèrent une force de contact sur la lèvre du joint. Cela s'ajoute au soulèvement généré par la lubrification élastohydrodynamique. En raison de la conception globale du joint, cet effet de soulèvement est limité. Par conséquent, les lèvres en PTFE s'ajustent plus étroitement et avec plus de tension autour de l'arbre. Cela rend plus difficile la pénétration de la saleté sous la lèvre et l'usure d'une rainure dans l'arbre.
Double protection
Dans les Extreme Bearings lubrifiés à la graisse tels que le joint CC, ce n'est pas seulement le petit espace entre la lèvre du joint et l'arbre qui assure l'étanchéité contre les contaminants. La graisse entre les lèvres d'étanchéité fournit également une action d'étanchéité.
Recommandation de trempe d'arbre pour les joints CC et CL
Pour prévenir l'usure de l'arbre au contact des joints CC et CL, nous recommandons une trempe localisée de l'arbre dans la zone où le joint est positionné. Une dureté minimale de 45 HRC est conseillée, avec une augmentation possible jusqu'à 60 HRC selon les conditions d'application et l'environnement de fonctionnement. Cette trempe garantit des performances et une longévité optimales du joint et de l'arbre.
Le PTFE est un mauvais matériau contre la contamination abrasive
Bien que les joints en PTFE constituent un excellent matériau pour protéger le roulement contre les liquides, le PTFE est un mauvais matériau contre la contamination abrasive. Le matériau PTFE s'usera rapidement si des matériaux abrasifs sont présents. C'est pourquoi nous recommandons de protéger ces joints avec un anneau protecteur HS.

L'anneau de protection HS se monte devant les autres joints pour les protéger contre les saletés grossières et les agressions extérieures.
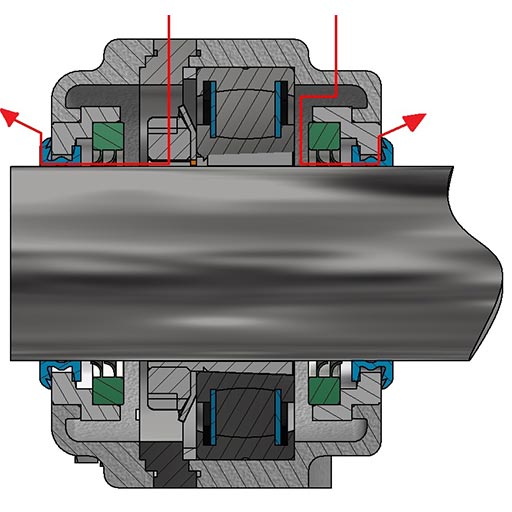
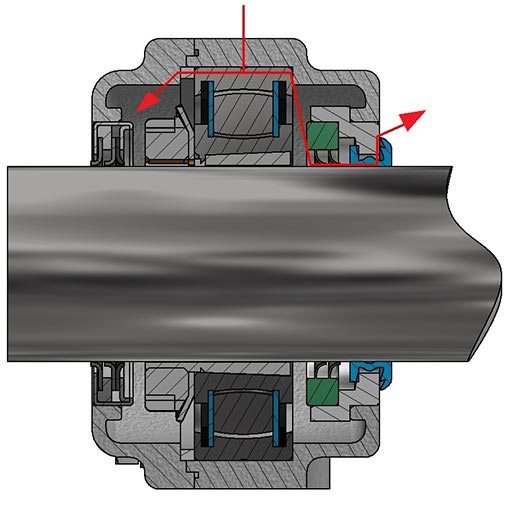
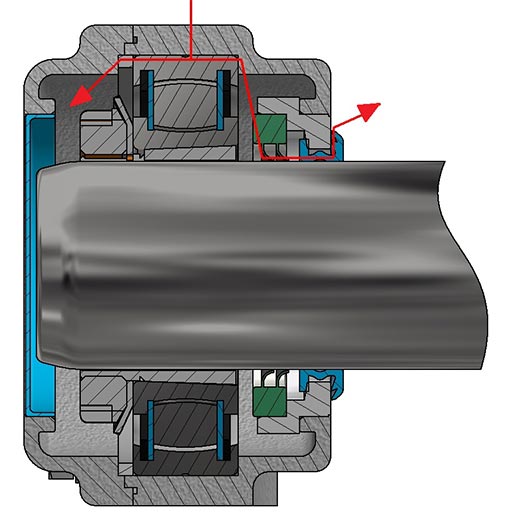
Exemples de schémas de graissage avec joints CC et CL
Si la contamination ne se produit que d'un seul côté de l'unité de roulement, une combinaison de joints telle que celles illustrées dans les schémas peut être choisie. En réapprovisionnant la graisse de ce côté, elle s'écoulera et sera libérée du boîtier de roulement et la contamination s'écoulera avec la graisse loin des lèvres du joint.
Ce à quoi ces joints résistent – PTFE (joints CC / CL)
La liste ci-dessous présente les produits chimiques, fluides et gaz auxquels l’élément d’étanchéité en PTFE des joints CC et CL résiste. Une coche dans une colonne de température indique que le joint convient à ce milieu à cette température. Les cases vides indiquent aucune recommandation ou aucune donnée pour cette température.
Valeurs indicatives basées sur des tableaux industriels (Parker O-Ring Handbook, Trelleborg, ERIKS). L’utilisateur final est responsable de la validation de l’adéquation à son application spécifique — la concentration, la pression, la sollicitation mécanique et le temps d’exposition comptent. En cas de doute, contactez Extreme Bearing pour une recommandation sur mesure.
Avertissement
Les propriétés réelles peuvent varier en fonction de la méthode de transformation, du type de compound, des dimensions extrudées et d'autres variables. Il est de la responsabilité de l'utilisateur d'évaluer et de tester entièrement l'adéquation du produit pour son application spécifique.
| Substance chimique | 20°C / 68°F | 60°C / 140°F | 100°C / 212°F |
|---|---|---|---|
| Acetaldehyde | ✓ | ✓ | ✓ |
| Benzaldehyde | ✓ | ✓ | ✓ |
| Formaldehyde (40%) | ✓ | ✓ | ✓ |
| Salicyl aldehyde | ✓ | ✓ | ✓ |
| Acetic acide (10%) | ✓ | ✓ | ✓ |
| Acetic acide (glac./anh.) | ✓ | ✓ | ✓ |
| Acetic anhydride | ✓ | ✓ | ✓ |
| Ascorbic acide | ✓ | ✓ | ✓ |
| Benzoic acide | ✓ | ✓ | ✓ |
| Citric acide | ✓ | ✓ | ✓ |
| Acides gras (>C6) | ✓ | ✓ | ✓ |
| Formic acide | ✓ | ✓ | ✓ |
| Glycolic acide | ✓ | ✓ | ✓ |
| Lactic acide (90%) | ✓ | ✓ | ✓ |
| Maleic acide | ✓ | ✓ | ✓ |
| Oxalic acide | ✓ | ✓ | ✓ |
| Phthalic acide | ✓ | ✓ | ✓ |
| Picric acide | ✓ | ✓ | ✓ |
| Stearic acide | ✓ | ✓ | ✓ |
| Tannic acide (10%) | ✓ | ✓ | ✓ |
| Tartaric acide | ✓ | ✓ | ✓ |
| Vinegar | ✓ | ✓ | ✓ |
| Chloroacetic acide | ✓ | ✓ | ✓ |
| Acides crésyliques (50%) | ✓ | ✓ | ✓ |
| Acetyl salicylic acide | ✓ | ✓ | ✓ |
| Aceto-acetic ester | ✓ | ✓ | ✓ |
| Boric acide | ✓ | ✓ | ✓ |
| Carbonic acide | ✓ | ✓ | ✓ |
| Hydrobromic acide (50%) | ✓ | ✓ | ✓ |
| Hydrochloric acide (10%) | ✓ | ✓ | ✓ |
| Hydrochloric acide (conc.) | ✓ | ✓ | ✓ |
| Hydrocyanic acide | ✓ | ✓ | ✓ |
| Hydrofluoric acide (40%) | ✓ | ✓ | ✓ |
| Hydrofluoric acide (75%) | ✓ | ✓ | ✓ |
| Nitric acide (<25%) | ✓ | ✓ | ✓ |
| Nitric acide (50%) | ✓ | ✓ | ✓ |
| Nitric acide (90%) | ✓ | ✓ | ✓ |
| Nitric acide (fuming) | ✓ | ✓ | ✓ |
| acide fumes | ✓ | ✓ | ✓ |
| Perchloric acide | ✓ | ✓ | ✓ |
| Phosphoric acide (20%) | ✓ | ✓ | ✓ |
| Phosphoric acide (50%) | ✓ | ✓ | ✓ |
| Phosphoric acide (95%) | ✓ | ✓ | ✓ |
| Silicic acide | ✓ | ✓ | ✓ |
| Acide sulfurique (<50%) | ✓ | ✓ | ✓ |
| Acide sulfurique (70%) | ✓ | ✓ | ✓ |
| Acide sulfurique (95%) | ✓ | ✓ | ✓ |
| Acide sulfurique fumant | ✓ | ✓ | ✓ |
| Sulfites | ✓ | ✓ | ✓ |
| Acides sulfoniques | ✓ | ✓ | ✓ |
| Chlorures de soufre | ✓ | ✓ | ✓ |
| Chlorosulphonic acide | ✓ | ✓ | ✓ |
| Chromic acide (80%) | ✓ | ✓ | ✓ |
| Ammonia, anhydrous | ✓ | ✓ | ✓ |
| Ammonia, aqueux | ✓ | ✓ | ✓ |
| Soude caustique et potasse | ✓ | ✓ | ✓ |
| Lime (CaO) | ✓ | ✓ | ✓ |
| Hexamethylene diamine | ✓ | ✓ | ✓ |
| Hexamine | ✓ | ✓ | ✓ |
| Hydrazine | ✓ | ✓ | ✓ |
| Monoethanolamine | ✓ | ✓ | |
| Aniline | ✓ | ✓ | ✓ |
| Pyridine | ✓ | ✓ | ✓ |
| Alum | ✓ | ✓ | ✓ |
| Aluminium chlorure | ✓ | ✓ | ✓ |
| Aluminium sulfate | ✓ | ✓ | ✓ |
| ammonium chlorure | ✓ | ✓ | ✓ |
| Brines, saturé | ✓ | ✓ | ✓ |
| Solution de bromure (K) | ✓ | ✓ | ✓ |
| Calcium chlorure | ✓ | ✓ | ✓ |
| Chlorates of Na, K, Ba | ✓ | ✓ | ✓ |
| Chlorides of Na, K, Ba | ✓ | ✓ | ✓ |
| Copper salts (most) | ✓ | ✓ | ✓ |
| Ferric chlorure | ✓ | ✓ | ✓ |
| Ferrous sulfate | ✓ | ✓ | ✓ |
| Lead acetate | ✓ | ✓ | ✓ |
| Manganate, potassium (K) | ✓ | ✓ | ✓ |
| Mercuric chlorure | ✓ | ✓ | ✓ |
| Mercury | ✓ | ✓ | ✓ |
| Nickel salts | ✓ | ✓ | ✓ |
| Nitrates de Na, K et NH3 | ✓ | ✓ | ✓ |
| nitrite (Na) | ✓ | ✓ | ✓ |
| Silver nitrate | ✓ | ✓ | ✓ |
| sodium carbonate | ✓ | ✓ | ✓ |
| sodium peroxyde | ✓ | ✓ | ✓ |
| sodium silicate | ✓ | ✓ | ✓ |
| sodium sulfure | ✓ | ✓ | ✓ |
| Stannic chlorure | ✓ | ✓ | ✓ |
| Sulphates (Na, K, Mg, Ca) | ✓ | ✓ | ✓ |
| Zinc chlorure | ✓ | ✓ | ✓ |
| Phosphorous chlorides | ✓ | ✓ | ✓ |
| Hypochlorites | ✓ | ✓ | ✓ |
| Hypochlorites (Na 12-14%) | ✓ | ✓ | ✓ |
| Cyclohexane | ✓ | ✓ | ✓ |
| Naptha | ✓ | ✓ | ✓ |
| Petroleum spirits | ✓ | ✓ | |
| Paraffin wax | ✓ | ✓ | ✓ |
| Huiles diesel | ✓ | ✓ | ✓ |
| Huiles essentielles | ✓ | ✓ | ✓ |
| Huiles lubrifiantes + additifs aromatiques | ✓ | ✓ | ✓ |
| Huiles minérales | ✓ | ✓ | ✓ |
| Huiles végétales et animales | ✓ | ✓ | ✓ |
| Aromatic solvents | ✓ | ✓ | ✓ |
| Benzene | ✓ | ✓ | ✓ |
| Napthalene | ✓ | ✓ | ✓ |
| Nitrobenzene | ✓ | ✓ | ✓ |
| Phenol | ✓ | ✓ | ✓ |
| Carbon tetrachloride | ✓ | ✓ | ✓ |
| Chlorobenzene | ✓ | ✓ | ✓ |
| Chloroform | ✓ | ✓ | ✓ |
| Methylene chlorure | ✓ | ✓ | ✓ |
| Trichlorethylene | ✓ | ✓ | ✓ |
| Carbon disulphide | ✓ | ✓ | ✓ |
| Acetone | ✓ | ✓ | ✓ |
| Other ketones | ✓ | ✓ | ✓ |
| Aliphatic esters | ✓ | ✓ | ✓ |
| Amyl acetate | ✓ | ✓ | ✓ |
| Butyl acetate | ✓ | ✓ | ✓ |
| Iso-butyl-acetate | ✓ | ✓ | ✓ |
| Ether | ✓ | ✓ | ✓ |
| Acetonitrile | ✓ | ✓ | ✓ |
| Alcohols | ✓ | ✓ | ✓ |
| Methanol | ✓ | ✓ | ✓ |
| Glycerine | ✓ | ✓ | ✓ |
| Glycols | ✓ | ✓ | ✓ |
| Glycol, ethylene | ✓ | ✓ | ✓ |
| Acétylène | ✓ | ✓ | ✓ |
| Benzoyl peroxyde | ✓ | ✓ | ✓ |
| Bromine | ✓ | ✓ | ✓ |
| Brome liquide, technique | ✓ | ✓ | ✓ |
| Bromine eau, saturé aqueux | ✓ | ✓ | ✓ |
| Chlorine, sec | ✓ | ✓ | ✓ |
| Chlorine, humide | ✓ | ✓ | ✓ |
| Fluorine, sec | ✓ | ✓ | |
| Hydrogen peroxyde (30%) | ✓ | ✓ | ✓ |
| Hydrogen peroxyde (30-90%) | ✓ | ✓ | ✓ |
| Hydrogen sulfure | ✓ | ✓ | ✓ |
| Ozone | ✓ | ✓ | ✓ |
| Fluides frigorigènes fluorés | ✓ | ✓ | ✓ |
| Soufre | ✓ | ✓ | ✓ |
| Dioxyde de soufre, sec | ✓ | ✓ | ✓ |
| Dioxyde de soufre, humide | ✓ | ✓ | ✓ |
| Dioxyde de soufre (96%) | ✓ | ✓ | ✓ |
| Trioxyde de soufre | ✓ | ✓ | ✓ |
| Eau distillée | ✓ | ✓ | ✓ |
| Eau douce | ✓ | ✓ | ✓ |
| Eau dure | ✓ | ✓ | ✓ |
| Eau de mer | ✓ | ✓ | ✓ |
| Air humide | ✓ | ✓ | ✓ |
| Bière | ✓ | ✓ | ✓ |
| Jus de fruits | ✓ | ✓ | ✓ |
| Gelatine | ✓ | ✓ | ✓ |
| Jus de viande | ✓ | ✓ | ✓ |
| Produits laitiers | ✓ | ✓ | ✓ |
| Molasses | ✓ | ✓ | ✓ |
| Amidon | ✓ | ✓ | ✓ |
| Sugar, syrups & jams | ✓ | ✓ | ✓ |
| Suif | ✓ | ✓ | ✓ |
| Urea (30%) | ✓ | ✓ | ✓ |
| Levure | ✓ | ✓ | ✓ |
| Peinture cellulosique | ✓ | ✓ | ✓ |
| Detergents, synthetic | ✓ | ✓ | ✓ |
| Emulsifiers, concentrated | ✓ | ✓ | ✓ |
| Silicone fluids | ✓ | ✓ | ✓ |
| Agents mouillants (<5%) | ✓ | ✓ | ✓ |
| Ethanol | ✓ | ✓ | ✓ |
| Isopropanol (IPA) | ✓ | ✓ | ✓ |
| Propylene glycol | ✓ | ✓ | ✓ |
| eau/glycol coolant | ✓ | ✓ | ✓ |
| Fluide hydraulique (HL, HLP, HM, minéral) | ✓ | ✓ | ✓ |
| Fluide hydraulique HFA (huile dans eau) | ✓ | ✓ | ✓ |
| Fluide hydraulique HFC (eau-glycol) | ✓ | ✓ | ✓ |
| Fluide hydraulique HFD (ester phosphate) | ✓ | ✓ | ✓ |
| Liquide de frein (DOT 3/4, glycol) | ✓ | ✓ | ✓ |
| essence / petrol | ✓ | ✓ | ✓ |
| essence E10 (10% ethanol) | ✓ | ✓ | ✓ |
| essence E85 (85% ethanol) | ✓ | ✓ | ✓ |
| Kerosene | ✓ | ✓ | ✓ |
| Jet carburant (JP-4/JP-5/JP-8) | ✓ | ✓ | ✓ |
| fioul / carburant huile | ✓ | ✓ | ✓ |
| LPG (propane, butane) | ✓ | ✓ | ✓ |
| Biodiesel (B100, FAME) | ✓ | ✓ | ✓ |
| AdBlue (solution d’urée 32,5%) | ✓ | ✓ | ✓ |
| Transformer huile | ✓ | ✓ | ✓ |
| Turbine huile | ✓ | ✓ | ✓ |
| Gear huile | ✓ | ✓ | ✓ |
| Fluide de transmission ATF | ✓ | ✓ | ✓ |
| Graisse silicone | ✓ | ✓ | ✓ |
| Graisse au savon de lithium | ✓ | ✓ | ✓ |
| vapeur (low pressure, intermittent) | ✓ | ✓ | ✓ |
| vapeur (high pressure, continuous) | ✓ | ✓ | ✓ |
| Air chaud | ✓ | ✓ | ✓ |
| comprimé air, sec | ✓ | ✓ | ✓ |
| Nitrogen (N2) | ✓ | ✓ | ✓ |
| Oxygen (O2) | ✓ | ✓ | ✓ |
| Carbon dioxide (CO2) | ✓ | ✓ | ✓ |
| Hydrogen (H2) | ✓ | ✓ | ✓ |
| Helium (He) | ✓ | ✓ | ✓ |
| Argon (Ar) | ✓ | ✓ | ✓ |
| Ethylene (C2H4) | ✓ | ✓ | ✓ |
| Propylene (C3H6) | ✓ | ✓ | ✓ |
| Methane (CH4) | ✓ | ✓ | ✓ |
| Gaz naturel | ✓ | ✓ | ✓ |
| Carbon monoxide (CO) | ✓ | ✓ | ✓ |
| Nitric oxide (NO/NO2) | ✓ | ✓ | ✓ |
| Fluide frigorigène R22 (HCFC) | ✓ | ✓ | ✓ |
| Fluide frigorigène R134a (HFC) | ✓ | ✓ | ✓ |
| Fluide frigorigène R1234yf (HFO) | ✓ | ✓ | ✓ |
| Fluide frigorigène R717 (ammoniac) | ✓ | ✓ | ✓ |
| Fluide frigorigène R744 (CO2) | ✓ | ✓ | ✓ |
| Skydrol (phosphate ester aviation) | ✓ | ✓ | ✓ |
| Ozone (atmospheric, weathering) | ✓ | ✓ | ✓ |
| UV / lumière solaire | ✓ | ✓ | ✓ |
| Vin | ✓ | ✓ | ✓ |
| Café / thé | ✓ | ✓ | ✓ |
| Jus de légumes | ✓ | ✓ | ✓ |
| Nettoyant CIP alcalin (1-3%) | ✓ | ✓ | ✓ |
| Nettoyant CIP acide (HNO3 1-3%) | ✓ | ✓ | ✓ |
| Eau de Javel à l’hypochlorite de sodium | ✓ | ✓ | ✓ |
| Ozone in eau (eau treatment) | ✓ | ✓ | ✓ |
| Methyl ethyl ketone (MEK / 2-butanone) | ✓ | ✓ | ✓ |
| Methyl isobutyl ketone (MIBK) | ✓ | ✓ | ✓ |
| Cyclohexanone | ✓ | ✓ | ✓ |
| Acetophenone | ✓ | ✓ | ✓ |
| Tetrahydrofuran (THF) | ✓ | ✓ | ✓ |
| 1,4-Dioxane | ✓ | ✓ | ✓ |
| Dimethylformamide (DMF) | ✓ | ✓ | ✓ |
| Dimethyl sulfoxide (DMSO) | ✓ | ✓ | ✓ |
| N-methyl-2-pyrrolidone (NMP) | ✓ | ✓ | ✓ |
| Ethyl acetate | ✓ | ✓ | ✓ |
| Methyl acetate | ✓ | ✓ | ✓ |
| Dioctyl phthalate (DOP) | ✓ | ✓ | ✓ |
| Toluene | ✓ | ✓ | ✓ |
| Xylene | ✓ | ✓ | ✓ |
| Styrene monomer | ✓ | ✓ | ✓ |
| Pentane | ✓ | ✓ | ✓ |
| Hexane | ✓ | ✓ | ✓ |
| Heptane | ✓ | ✓ | ✓ |
| Octane | ✓ | ✓ | ✓ |
| Vinyl chlorure monomer (VCM) | ✓ | ✓ | ✓ |
| 1,3-Butadiene | ✓ | ✓ | ✓ |
| Isobutylene | ✓ | ✓ | ✓ |
| Ethylene oxide (ETO) | ✓ | ✓ | ✓ |
| Propylene oxide | ✓ | ✓ | ✓ |
| Perchloroethylene (PERC) | ✓ | ✓ | ✓ |
| 1,1,1-Trichloroethane | ✓ | ✓ | ✓ |
| Butanol (n-butanol) | ✓ | ✓ | ✓ |
| n-Propanol | ✓ | ✓ | ✓ |
| Benzyl alcohol | ✓ | ✓ | ✓ |
| Propylene glycol monomethyl ether (PM) | ✓ | ✓ | ✓ |
| Ethylene glycol monomethyl ether | ✓ | ✓ | ✓ |
| Propionic acide | ✓ | ✓ | ✓ |
| Butyric acide | ✓ | ✓ | ✓ |
| Oleic acide | ✓ | ✓ | ✓ |
| Palmitic acide | ✓ | ✓ | ✓ |
| Adipic acide | ✓ | ✓ | ✓ |
| Lauric acide | ✓ | ✓ | ✓ |
| ammonium sulfate | ✓ | ✓ | ✓ |
| ammonium nitrate | ✓ | ✓ | ✓ |
| Copper sulfate | ✓ | ✓ | ✓ |
| Zinc sulfate | ✓ | ✓ | ✓ |
| Magnesium sulfate | ✓ | ✓ | ✓ |
| Magnesium chlorure | ✓ | ✓ | ✓ |
| Barium chlorure | ✓ | ✓ | ✓ |
| potassium chlorure | ✓ | ✓ | ✓ |
| sodium thiosulphate | ✓ | ✓ | ✓ |
| potassium permanganate | ✓ | ✓ | ✓ |
| potassium dichromate | ✓ | ✓ | ✓ |
| Fluide frigorigène R32 (HFC) | ✓ | ✓ | ✓ |
| Fluide frigorigène R410A (mélange HFC) | ✓ | ✓ | ✓ |
| Fluide frigorigène R454B (mélange HFO) | ✓ | ✓ | ✓ |
| Fluide frigorigène R1234ze (HFO) | ✓ | ✓ | ✓ |
| Fluide frigorigène R290 (propane) | ✓ | ✓ | ✓ |
| Fluide frigorigène R600a (isobutane) | ✓ | ✓ | ✓ |
| Hexafluorure de soufre (SF6) | ✓ | ✓ | ✓ |
| Nitrous oxide (N2O) | ✓ | ✓ | ✓ |
| Hydrogen chlorure (gaz, sec) | ✓ | ✓ | ✓ |
| Hydrogen fluoride (gaz, sec) | ✓ | ✓ | ✓ |
| Hydrogen bromide (gaz, sec) | ✓ | ✓ | ✓ |
| Chlorine dioxide gaz | ✓ | ✓ | ✓ |
| Phosgène | ✓ | ✓ | ✓ |
| Silane (SiH4) | ✓ | ✓ | ✓ |
| Olive huile | ✓ | ✓ | ✓ |
| Soybean huile | ✓ | ✓ | ✓ |
| Palm huile | ✓ | ✓ | ✓ |
| Rapeseed (canola) huile | ✓ | ✓ | ✓ |
| Fish huile | ✓ | ✓ | ✓ |
| Beurre | ✓ | ✓ | ✓ |
| Cheese curds / whey | ✓ | ✓ | ✓ |
| Œufs (crus / liquides) | ✓ | ✓ | ✓ |
| Sauce salade (huile + vinaigre) | ✓ | ✓ | ✓ |
| Moutarde | ✓ | ✓ | ✓ |
| liquide sugar / glucose syrup | ✓ | ✓ | ✓ |
| Peracetic acide | ✓ | ✓ | ✓ |
| Quaternary ammonium compounds (QACs) | ✓ | ✓ | ✓ |
| Glutaraldehyde | ✓ | ✓ | ✓ |
| Solution de chlorhexidine | ✓ | ✓ | ✓ |
| Iodine solution (povidone-iodine) | ✓ | ✓ | ✓ |
| Cutting huile (eau-soluble emulsion) | ✓ | ✓ | ✓ |
| Cutting huile (neat, minérale) | ✓ | ✓ | ✓ |
| HVO renewable diesel | ✓ | ✓ | ✓ |
| Marine heavy carburant huile (HFO) | ✓ | ✓ | ✓ |
| LNG (liquefied gaz naturel, cryogenic) | ✓ | ✓ | ✓ |
| Boue de forage (base eau) | ✓ | ✓ | ✓ |
| Boue de forage (base huile) | ✓ | ✓ | ✓ |
| Gaz acide (gaz naturel riche en H2S) | ✓ | ✓ | ✓ |
| Liqueur noire (pâte et papier) | ✓ | ✓ | ✓ |
| Liqueur blanche (pâte et papier) | ✓ | ✓ | ✓ |
| Coulis de ciment | ✓ | ✓ | ✓ |
| Coulis de cendres volantes | ✓ | ✓ | ✓ |
| Solution de cyanure (extraction aurifère, NaCN) | ✓ | ✓ | ✓ |
| Mining flotation reagents (xanthates) | ✓ | ✓ | ✓ |
| Printing ink solvents | ✓ | ✓ | ✓ |
| Diluant peinture / white spirit | ✓ | ✓ | ✓ |
Montage des joints PTFE chimiquement résistants CC et CL
Conseils pour le montage des joints CC et CL :
- Les joints d'arbre en PTFE sont emmanchés à force dans le logement de réception.
- Nous recommandons de coller les bagues d'étanchéité dans le logement de réception. Utilisez un produit de fixation (par ex. Loctite 601, 641)
- Utilisez un outil de montage conique pour protéger la lèvre d'étanchéité
- Avant le montage, inspectez la lèvre du joint pour détecter toute contamination ou dommage
- Les lèvres d'étanchéité ne doivent pas être déformées
- Ces joints nécessitent une installation par un spécialiste

Il est important lors du montage d'un joint CC et CL qu'il y ait une extrémité conique sur l'arbre. Les dimensions requises sont indiquées ici en mm.
Le joint dans le boîtier est assez serré, ce qui peut rendre l'assemblage un peu difficile. Vous pouvez, avec précaution, étirer légèrement le joint. Utilisez par exemple un manche lisse de tournevis.